


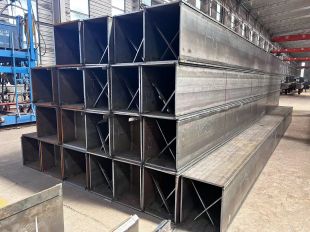



钢结构箱型柱,因为其外表形状像一个大的箱子,所以得名“箱型柱”,箱型柱的截面为“口”字形,有的如“#”的形状,也有半封口的,因此在进行箱型柱加工时一定需要有图纸,有的箱型柱内部还会有筋板之类的。
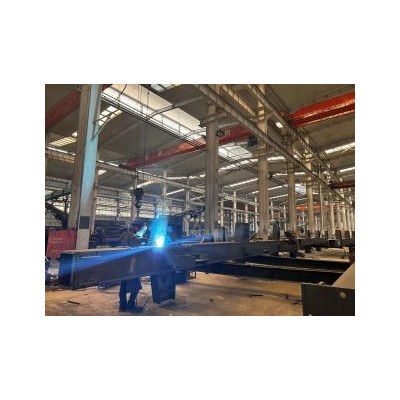
箱型柱半成品的生产加工工艺:a、用CO2保护焊为四条埋弧焊缝打底,焊接顺序是首先四人同时焊一面,隔500焊300,然后转过身来将另一面焊完,z后再转过来,补焊这一面。
b、隔板电渣焊:隔板电渣焊我们采用高电压,低电流,慢送丝起弧燃烧。当焊缝焊至20MM以后,电压逐渐降到38V,电流逐渐上升到520A。随时观察外表母材烧红的程度,来均匀的控制熔池的大小。熔池即要保证焊透,又要不使母材烧穿,我们的控制措施是:(1)根据外表的烧红的程度来调节电流大小;(2)用电焊目镜片观察熔嘴在熔池中的位置,看其是否始终处在熔池中心部位。另外还得保证熔嘴内外表清洁和焊丝清洁,焊剂、引弧剂干燥、清洁;保证电源正常供电,特别是在用电高峰期,要防止因过载跳闸。为了使箱型柱变形-致,电渣焊时必须是对称焊接,为此采用两台电渣焊机对内隔板的两侧焊道,同时同规范进行焊接焊完后,需用炭弧起爆清根,再用CO2气保焊打底。